z pasją
Poniżej kilka tematów z naszych realizacji
- Zbiorniki do mieszania detergentów
- Linia hartownicza
- Maszyna konfekcjonująca
- Magazyn automatyczny
- Depaletyzator
- Regulacja ciśnienia w oponie
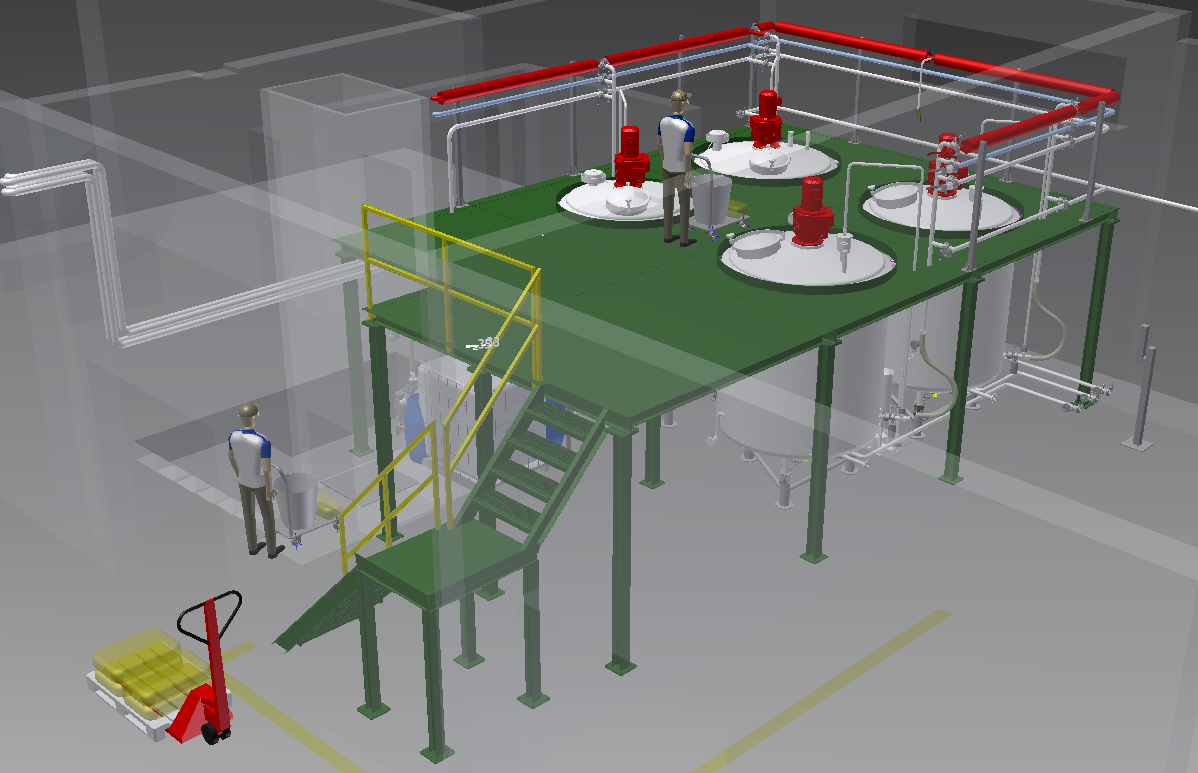
Instalacja 4 zbiorników do mieszania detergentów.
Zadania:
- wykonanie projektu AKPiA
- zbudowanie i dostarczenie szafy elektrycznej
- dobór i dostawa czujników
- montaż szafy, tras kablowych oraz okablowanie na obiekcie
- wykonanie oprgramowania sterownika PLC oraz panelu HMI
- uruchomienie instalacji
Sterowanie zostało wykonane na sterowniku firmy SIEMENS serii 1510. Do sterowania prędkością obrotową mieszadeł zastosowano falowniki sprzężone ze sterownikiem przez sieć ProfiNet. Dozowanie w trybie automatycznym odbywa się na podstawie przyrostu wagi zbiorników. Zbiorniki były posadowione na tensometrach podłączonych do modułów SIWAREX.
Linia hartownicza
Zadania:
- wykonanie programu sterowania linii
- wykonanie programu na panel HMI
- dostawa i wykonanie komputera i wizualizacji SCADA
- asysta programisty podczas uruchomienia instalacji
Sterowanie wykonano na sterowniku firmy OMRON serii CJ2H. Ze względu na duży rozmiar instalacji zastosowano rozproszone moduły wejśc-wyjść, skomunikowane ze sterownikiem po sieci ProfiBus. Na sieci dodatkowo podłączono falowniki, regulatory, mostki tyrystorowe, analizatory sieci, łącznie 116 adresów. Do sterowania oraz wizualizacji instalacji użyto panelu HMI równiez firmy OMRON oraz komputera z oprogramowaniem SCADA. Zastosowane oprogramowanie to IFIX. Dodatkowo system SCADA umożliwa zbieranie i archiwizowanie danych o procesie takich jak temperatury, ciśnienia itp.
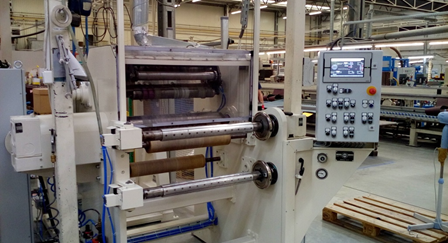 Remont maszyny konfekcjonującej
Remont maszyny konfekcjonującej Zadania:
- inwentaryzacja elementów na maszynie
- wykonanie projektu AKPiA
- zbudowanie i dostarczenie szafy elektrycznej
- dobór i dostawa czujników oraz napędów
- Remont mechaniczny maszyny
- montaż szafy, tras kablowych oraz okablowanie na obiekcie
- wykonanie oprgramowania sterownika PLC oraz panelu HMI
- uruchomienie maszyny
Głównym zadaniem był remont maszyny oraz wymiana starego sterowania na nowe przy zachowaniu dotychczasowej funkcjonalności. Najpierw należało zinwentaryzować stary sprzęt oraz ustalić jak maszyna działała do tej pory. Następnie zaproponowany został nowy sprzęt jako zamiennik starych części. Wybrany został nowy system sterowania firmy OMRON - "SYSMAC". Dzięki temu rozwiązaniu udało się zintegrować w jednym środowisku sterownik PLC, panel HMI, sterowanie serwonapędami oraz sterownik SAFETY.
Magazyn automatyczny
Zadania:
- wykonanie oprogramowania PLC
- asysta podczas uruchomienia
Zadanie polegało na napisaniu oprogramowania na sterownik PLC firmy SIEMENS. Oprogramowanie steruje częścią potężnego zautomatyzowanego magazynu. Nasza część sterowała obszarem, do którego trafiały kuwety z towarem przeznaczonym jest do zapakowania. Na wjeździe w nasz obszar, skanowany był kod kreskowy kuwety, następnie sterownik wysyłał zapytanie do systemu nadrzędnego. Sytem zarządzania magazynem odpowiadał, do którego stanowiska ( jednego z 96 ) ma trafić towar. Zadaniem sterownika było również śledzenie kuwet oraz wysyłanie do systemu nadrzędnego odpowiednich komunikatów, informujących gdzie aktualnie znajduje się kuweta.
 Depaletyzator
Depaletyzator Zadania:
- wykonanie oprogramowania PLC oraz panelu
- asysta podczas uruchomienia
Zadanie polegało na napisaniu oprogramowania na sterownik PLC oraz panel HMI firmy SIEMENS serii 1200. Depaletyzator rozładowuje pojemniki z konserwami, które wyjeżdżają z maszyn pasteryzujących. Następnie puszki przejeżdżają przez urządzenie osuszające i trafiają do maszyny etykietującej.
Regulacja ciśnienia w oponie
Zadania:
- wykonanie oprogramowania PLC oraz panelu
- asysta podczas uruchomienia
Zadanie polegało na napisaniu oprogramowania na sterownik PLC fimy ROCKWELL AUTOMATION oraz panel HMI firmy PROFACE. Zadaniem maszyny jest napompowanie opony do zadanaego ciśnienia oraz umożliwienie zdalnego zmierzenia ciśnienia w oponie, podczas przeprowadzania testów na oponie.